

ブログBLOG
TECHNOLOGY
【ベルト加工Blog】タイミングベルトへのプロファイル加工(アタッチメント用)
こんにちは!
製造部Yです!
今回はタイミングベルトのプロファイル加工(桟加工)についてご紹介したいと思います。
単純な四角形から複雑な立体形状まで、色々な形状の加工実績がありますが、ここ最近はアタッチメントを取付ける形状のプロファイル加工が多くなってきているように思います。
固定の生産ラインで単一製品のみを生産するのではなく、状況に応じて異なる形状の製品を同じラインで生産するといった対応を取られることが、主流になってきているのだろうと感じています。
当社で加工しているプロファイル材質はポリウレタン(TPU)になりますので、切削・研削や穴明け加工により、様々な形状の製作が可能です。
とは言え、アタッチメント取付け用の場合は単純な四角形のプロファイルに、ねじで固定するための穴があいているだけの形状がほとんどですが…
◆プロファイル加工
ここでは簡単に加工の説明をしたいと思います。
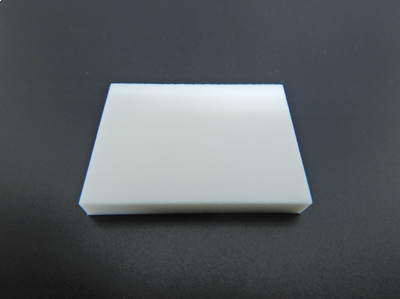
まず、厚み寸法については材料となる成型品の厚みをそのまま適用するのが基本となります。
規格品には無い厚み寸法の場合については、切削・研削加工で対応していますが、成型品の平滑な表面と比較すると、加工面はマットな質感に変わってしまうので、ご理解をいただいています。
(厚み寸法の規格サイズは2㎜・3㎜・4㎜・5㎜が標準になります)
適切な厚みの材料に対して、先ずは指示寸法の幅・高さにカット加工を行います。
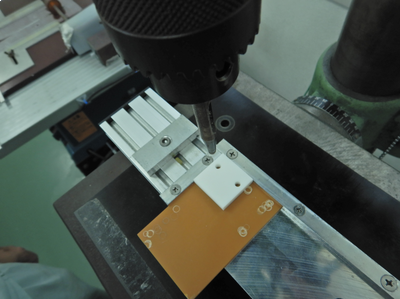
次に穴あけ加工になりますが、基本的にはボール盤で加工をしています。
ボール盤に加工治具をセットすることで、安定して位置寸法の精度を出せることや、刃物を回転させて加工するという目的で使用しています。
尚、刃物を回転させる理由については、簡単にご説明すると下記の通りです。
材料を切る際には、どんな場合でも切る方向に対し、押しつける力を加えなければなりません。
柔らかい材料の場合は特に、下のような状況が発生してしまいます。
【押し付ける力で変形 ⇒ 変形したままカット ⇒ 力が抜けるて変形が戻る ⇒ 歪な仕上り】
これを最小限に抑えるため、刃物(穴明けポンチ)を回転させて切断しやすい状況を作りだし、出来るだけ綺麗に加工するようにしています。
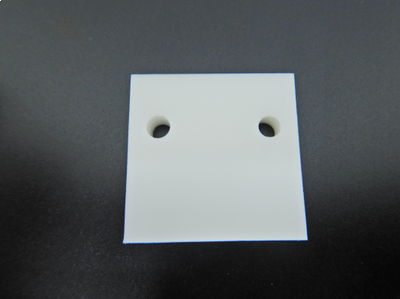
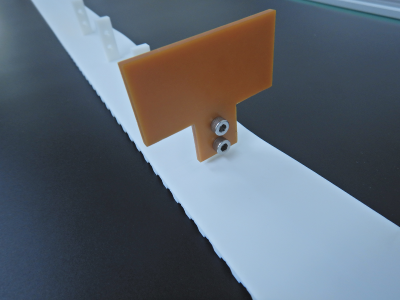
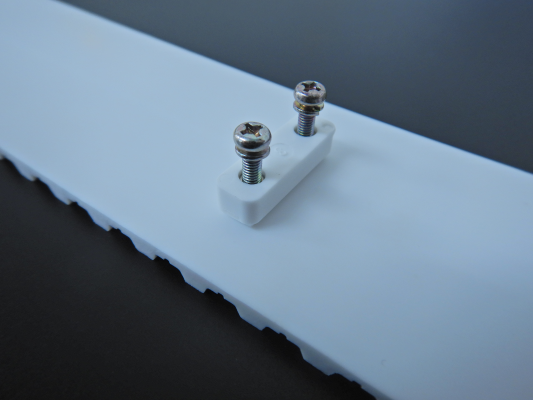
プロファイルの準備が完了したら、後はタイミングベルトに溶着して完成です。
プロファイルに空けてある貫通穴にねじを通してアタッチメントを固定する使い方になります。
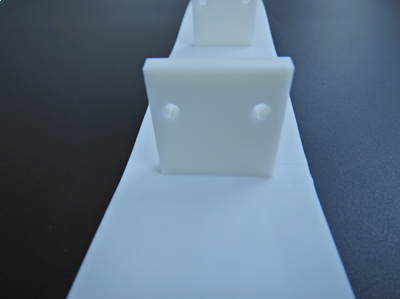

アタッチメントの形状に合わせ、プロファイルは色々なパターンで製作が可能です。
尚、プロファイルの形状は取り付けるアタッチメントの重さを支えられる形状であることが重要になりますので、いくつかのアタッチメントを替えながらの使用を考えている場合には、サイズの大きなものに合わせてプロファイルを選定下さい。
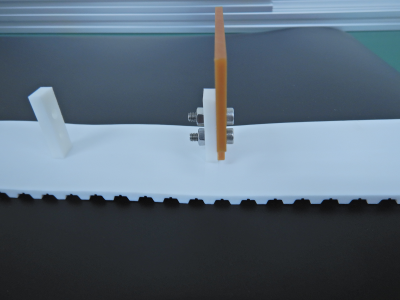
◆その他プロファイル
ハバジット製の特殊プロファイル『A-1』の取付けも対応可能です。
ウレタン成型品にM3ナットを内蔵した仕様となり、垂直方向にアタッチメントをねじ止めしたい場合に適した形状となっています。
その他、様々な形状のプロファイルを下記ページでもご紹介しております。
ぜひご覧下さい。
RECOMMENDあなたへのおすすめ
-
NEW
-
2025/09/17
TECHNOLOGY
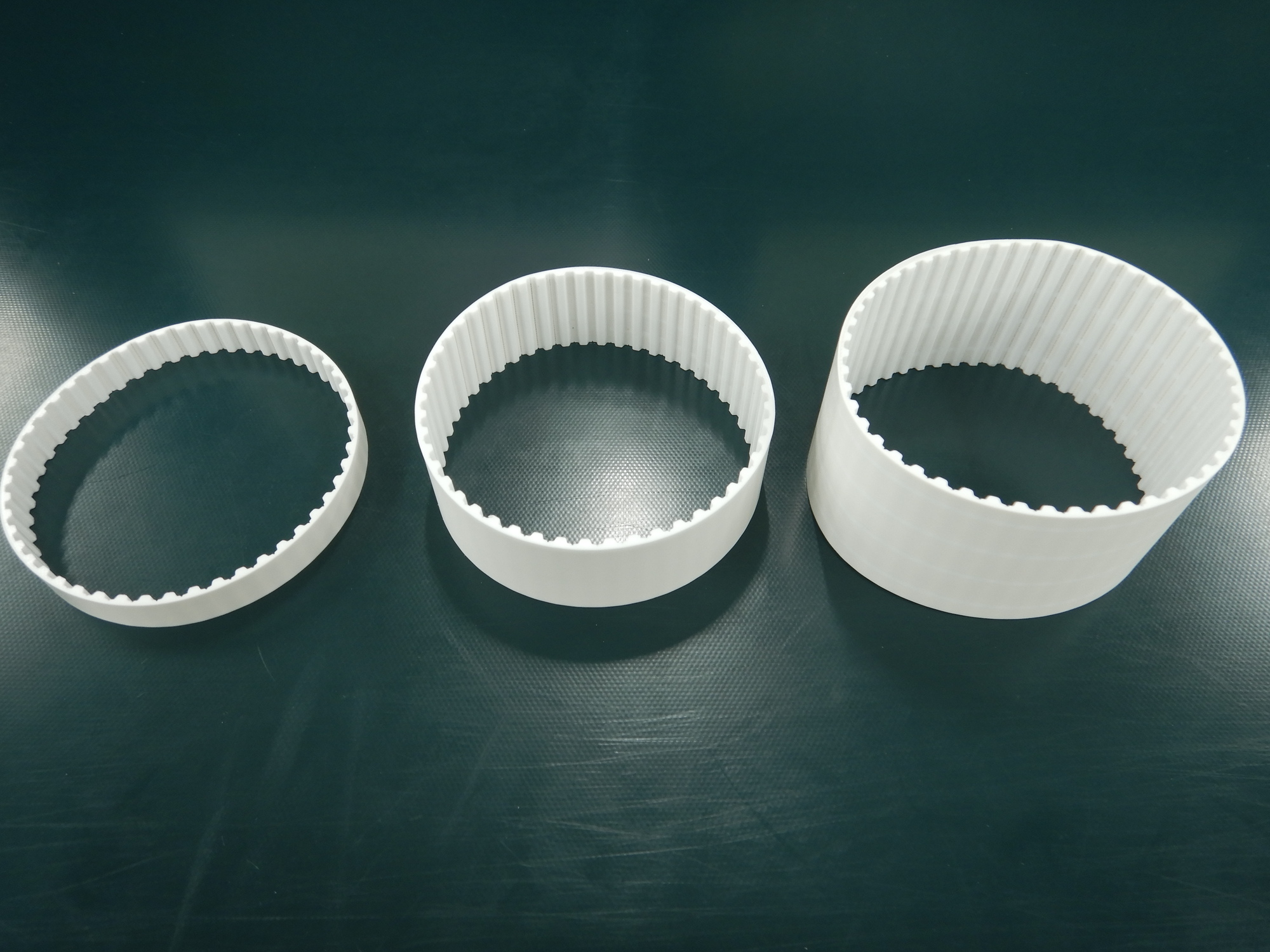
【ベルト加工Blog】短周長タイミングベルトの特殊エンドレス
-

NEW
-
2025/05/21
TECHNOLOGY
【ベルト加工Blog】 蛇行防止ガイド(Vガイド)の加工例
-
NEW
-
2025/04/16
CREATIVITY
【設計・製作Blog】自動接着剤塗布機の製作