

ブログBLOG
2025/09/17
TECHNOLOGY
【ベルト加工Blog】短周長タイミングベルトの特殊エンドレス
こんにちは

製造部Yです
今回はタイミングベルトの特殊加工についてご説明させていただきます。
その加工とは【タイミングベルトにおける短周長加工】です。
本加工は年々注文数が増えており、2025年も絶え間なくご注文いただいております。
目次
■なぜ短周長加工は難しいのか?
そもそもなぜ【タイミングベルトにおける短周長加工】は特殊なのでしょうか。
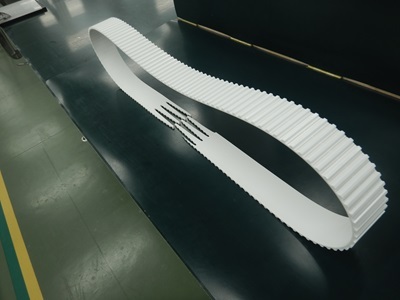
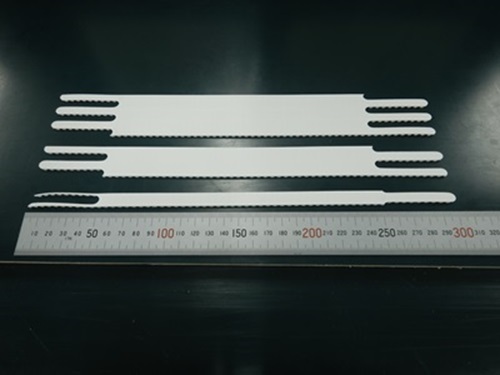
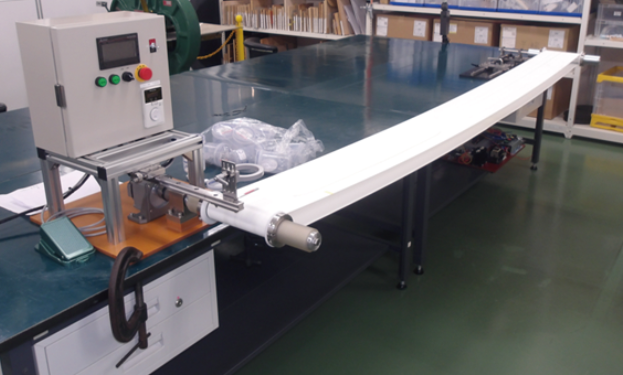
タイミングベルトは下記の写真のように、指定の寸法で切り出した後、エンドレス加工(輪状にジョイントする加工)をします。
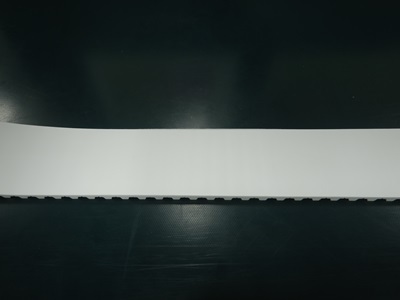
①エンドレス前
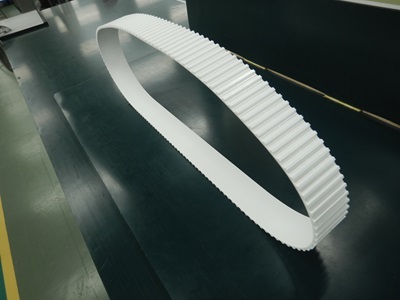
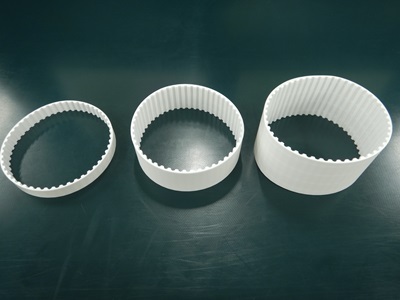
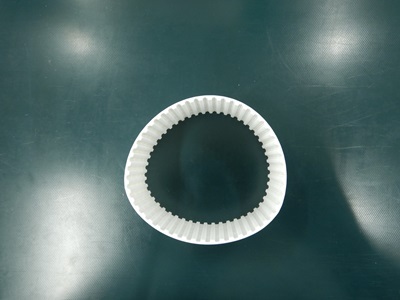
⓶エンドレス後
そのエンドレス工程では専用のプレス機を用いてベルトを繋ぐのですが、ここで1つ問題があります。
それは、極端に短いベルトはプレス機に入れることができないという事です。
メーカーカタログでも、歯のタイプごとにエンドレス加工できる最小値が明記されています。
※例えばハバジットのカタログでは、T5タイプのエンドレス最小長さ=900mm(180歯)となっています。
しかし、短い周長の輪状のタイミングベルトが欲しい、というお客様はたくさんいらっしゃいます。
■短周長エンドレス
当社ではプレス機に入らないような短い周長のベルトでも、特殊な加工方法によりエンドレスすることが可能です。
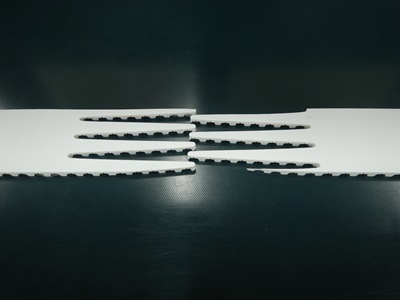
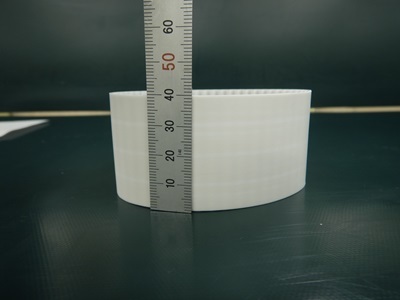
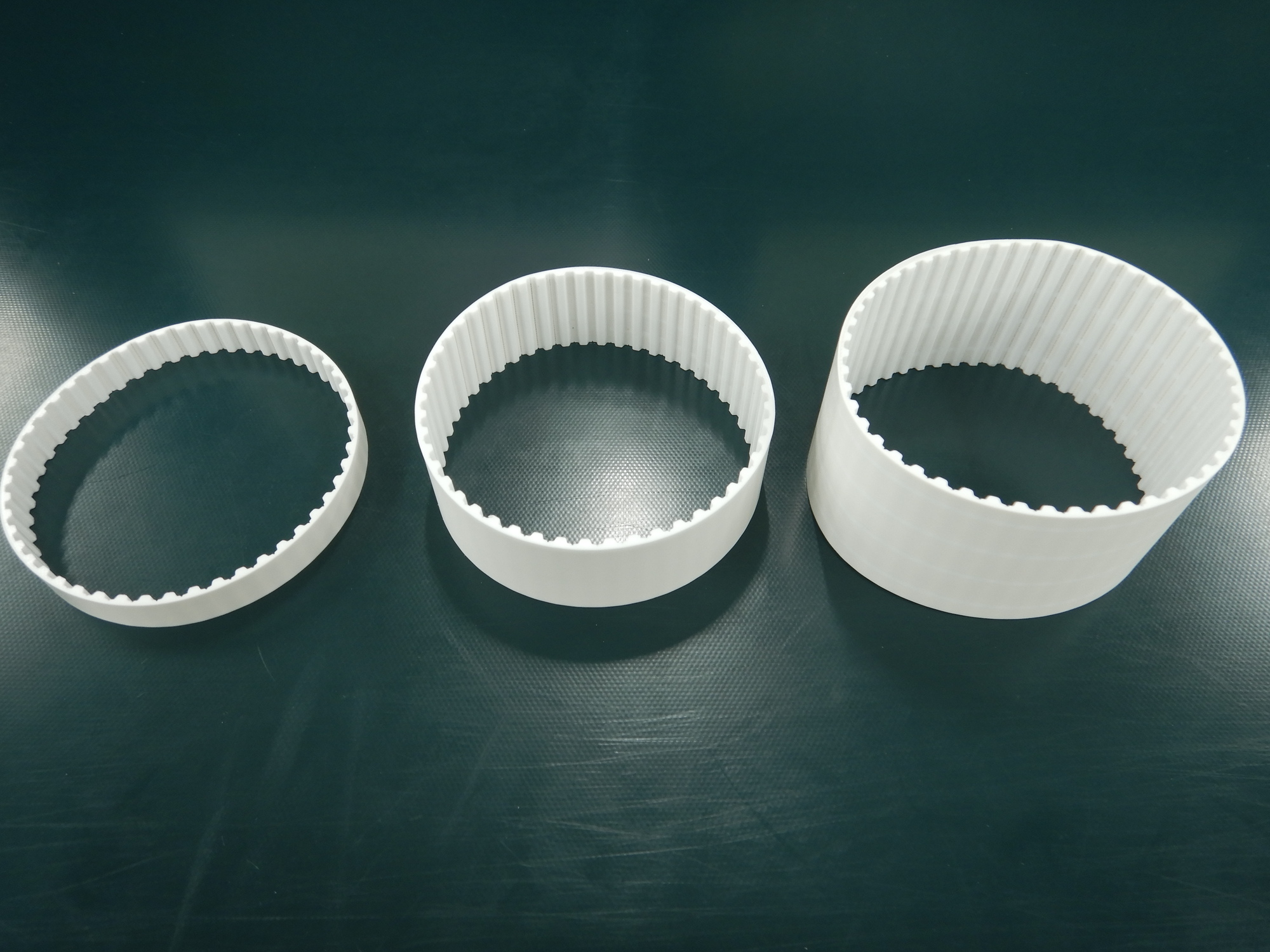
①エンドレス前
▲上記写真のベルトは手前から幅10、25、40ミリ 長さ250ミリです。
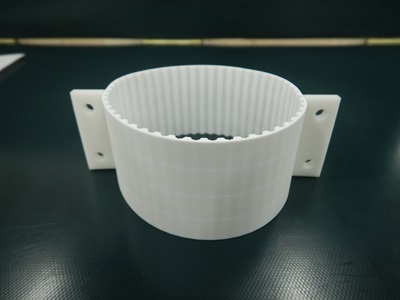
⓶エンドレス後
■短周長加工可能なベルトの条件
*ベルトタイプ=T5タイプ
*芯線=アラミド芯線
■加工可能な寸法の範囲
*幅=10~50mm
*長さ=250mm以上
寸法について、不明な点や上記に合致しない条件をご希望の場合は、お問い合わせフォームよりご相談ください。
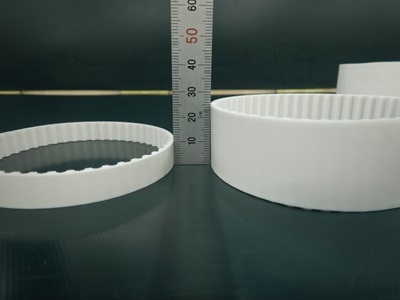
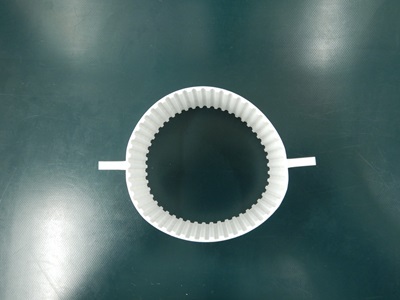
なお、短周長エンドレスでは加工部に「幅瘦せ」と呼ばれる現象が発生します。
幅が1mmほどマイナスになりますのでご了承ください。
■アタッチメント用”桟”の溶着
ここまで説明させていただいた短周長タイミングベルトには、搬送面に桟(プロファイル)の取り付けも可能です。
工場の自動化が進む昨今では、製品を載せて運ぶベルトとは別に、タイミングを計りながらライン上の製品の位置を動かしたり、逆に留めたりする”手”の役割を担うタイミングベルトの需要も増えてきました。
こういったケースでは、出来るだけコンパクトにしたいと考える設計者の方も多く、短周長ベルトのご希望が増えているようです。
タイミングベルトの決まった位置にパネルやブロック状の部品を取り付けて回転させ、部品が製品に当たった時だけ隣に押し出すという機構です。
この用途では、搬送物や動きに合わせたアタッチメント(取り外しのできる部品)をベルトに取り付ける必要があります。
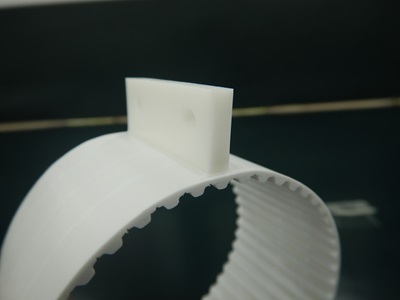
穴が開いた桟(プロファイル)をあらかじめベルトに溶着しておけば、用途に合わせたアタッチメントを後からネジ留めすることができます。
《桟(プロファイル)溶着加工ベルト》
取り付け可能な桟(プロファイル)のサイズ、形状、材質についてご質問がありましたら、ぜひお気軽にお問い合わせください。
また、タイミングベルトのエンドレス加工については、以下のページでも掲載しております。
併せてご覧ください。
RECOMMENDあなたへのおすすめ
-
NEW
-
2025/09/17
TECHNOLOGY
【ベルト加工Blog】短周長タイミングベルトの特殊エンドレス
-

NEW
-
2025/05/21
TECHNOLOGY
【ベルト加工Blog】 蛇行防止ガイド(Vガイド)の加工例
-
NEW
-
2025/04/16
CREATIVITY
【設計・製作Blog】自動接着剤塗布機の製作