

ブログBLOG
2023/03/29
TECHNOLOGY
【ベルト加工Blog】ホッパー用ウレタンシートの異形組み合わせ加工
こんにちは。
営業部のMです。
過去のブログでホッパー用ウレタンシートのご紹介は既にしていますが、今回は新たにチャレンジした『異形状の組み合わせ加工』について、テスト加工を行った概要のご紹介をしたいと思います。
様々な形状のホッパーを製作した実績がありますが、とあるお客様より『0.5㎜厚のウレタン材で製作した複数の異形状となるホッパーを繋げた製品が欲しいので、どうにか製作出来ないか』との、これまで当社では実績の無い形状のご要望を頂きました。
製造部門と試行錯誤を重ねてテスト加工を行い、これまでは実現できなかった形状の製品を製作することが可能になった経緯を記事にすることで、同じ様な困り事を抱えている方々に対し、何かしたの解決に繋がる切っ掛けになることが出来ればと考えていますので、ぜひ最後までご覧下さい。
基本的なホッパー用ウレタンシート製作については、下記リンク先のブログでご紹介していますので、ご覧になっていない方は、ぜひこちらもご覧下さい。
目次
◆バンコランシート 0.5tの組み合わせ
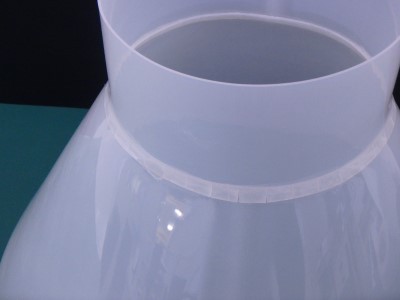
シートの材料は、当社でホッパー製作で標準的に使用している、バンドー化学製のバンコランシート(ウレタン)になります。
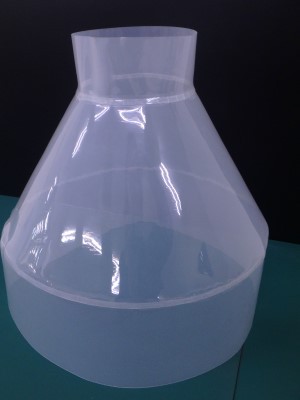
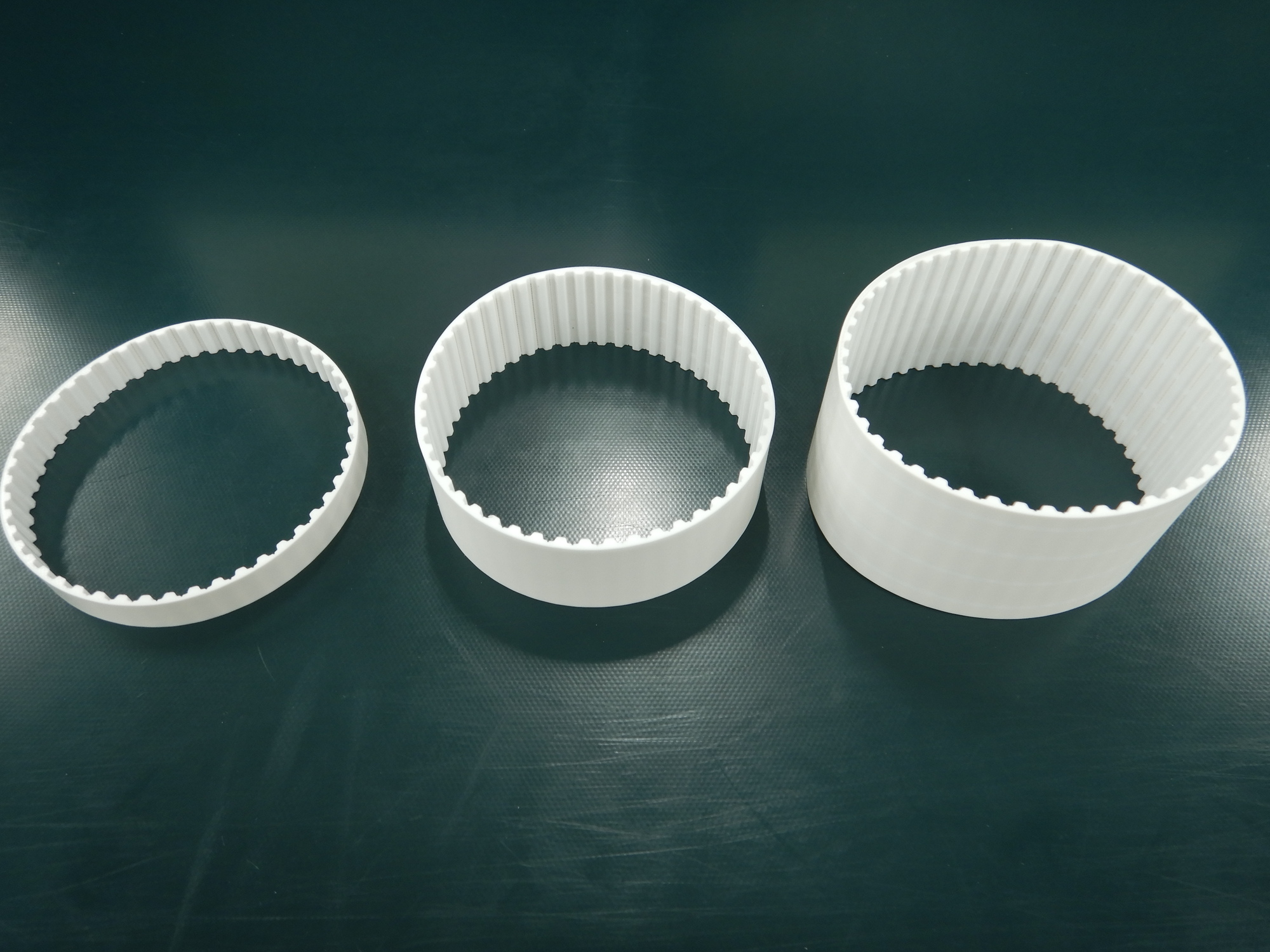
まずは円筒型と円錐型のホッパーを各パーツ単体で製作しますが、後工程で組み合わせる加工を行うため、組み合わせ用の『貼り合わせ代』をあらかじめ計算に入れ、製作する必要があります。
ウレタンシートのカット加工には、カッティングプロッターを使用するので、作図段階で貼り合わせ代を考慮し、比較的容易に製作することが出来ました。
それぞれのパーツを製作後、いよいよ各パーツを組み合わせるテスト加工に取り掛かります。
まずは超音波溶着機を使用してパーツを接合するテストです。

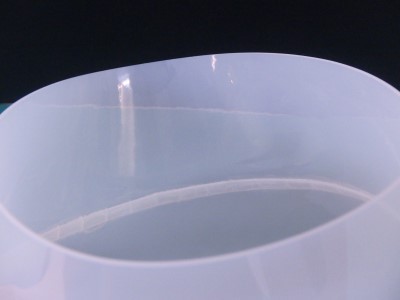
超音波ホーンは保有しているものを流用して加工を行った結果、接合部に穴があいてしまうケースが発生してしまいました。
この穴を埋めるため、穴のあいた部分にバンコランシートを被せて、もう一度超音波加工を施しましたが、追加で被せたシートが十分に溶融せず、大きな段差が出来てしまう結果になりました。

次に、接着材による接合テストを行いました。
ウレタンベルトの接着加工で普段から使用している、常温硬化タイプの接着剤を使用しました。
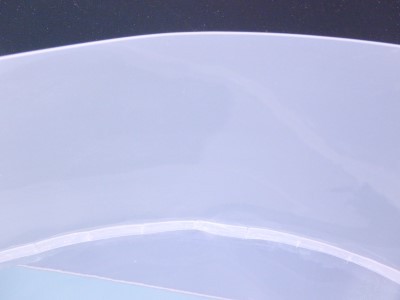
素材となるシートが薄いため、接合部周囲に波打ちが発生してしまいましたが、超音波加工よりも綺麗な仕上がりとなりました。
ただし、超音波加工と異なり、部材を溶融して接合しているわけではないので、接合部に段差が生じてしまうのがデメリットになります。
基本的にホッパーとしての使用の場合、上からワークが落ちてくる形になるので、接合部の段差でワークが引っかからないように、貼り合わせの向きを設定しました。
貼り合わせの向きについては、使用用途に合わせて都度設定する必要があることが分かりました。

最終的にはご相談いただいたお客様に加工テスト品の仕上り状態を確認頂いたところ、使用に問題はないとの判断をいただき、導入の検討をしたいとのご連絡を受けて、御見積書の提示を行いました。
◆バンコランシート 1.0tの組み合わせ
0.5tのバンコランシートを加工した際に、穴があいてしまったり波打ちが発生してしまったのは、シートが薄いことも要因だと考えられるため、1.0tのバンコランシートでもテスト加工を行ってみることにしました。

先ずは超音波溶着のテストから実施。
0.5tを使用した場合と同様に、1.0tでも貼り合わせ部に穴があいてしまう結果に。
念のため、0.5tでも試してみた補修加工をしてみましたが、こちらも同様に大きな段差が生じてしまいました。

超音波溶着を行うこと自体に問題が無いのか、試しにフラットな状態で溶着を行ってみた結果、穴があくことも無く、段差が発生することも無い、綺麗な加工仕上りとなりました。
円錐・円筒等の曲線部に加工を行うには、既存の超音波ホーンでは加工が困難であり、専用設計となる超音波ホーンを製作する必要があるとの結論になりました。

ただし、専用設計の超音波ホーン製作については、流用することができる寸法許容幅や厚み等の問題を詰めて行く必要があり、製作に必要な費用がとても大きくなってしまう事や、製作日数も非常に掛かってしまう事から、量産でまとまった数量が見込めないと非常に難しいと思われます。
次に、接着材を使用しての接合テストです。
貼り合わせ代や使用する接着剤などの条件は、バンコランシート 0.5tの加工時と同じ設定で行います。
0.5tで製作したものと比べて素材に厚みがあることから、パーツ製作時の歪みも少なく、接着材で接合した周囲の波打ちも発生せずに、綺麗な仕上りとなりました。
今回のテスト結果から、接着剤で異形のホッパーを組み合わせて接合する加工は、当社で対応可能な事が明確になりました。
当社では、バンコランシート 1.0tの材料による製作をお勧めしますが、0.5tでも製作することは可能です。
但し、0.5tでの製作の場合、多少の波打ちや歪みに問題が無いことを確認いただく必要がありますので、ご注意下さい。
また、通常使用している接着剤(テスト加工でも使用)は耐熱性低いため、使用環境や搬送物自体の温度が高くなる場合には、接合部位が剥離し易くなってしまいますので、ご相談時に使用環境の温度帯に関する情報をご提示頂ければ、円滑なご提案が出来ると思います。
ウレタン製ホッパーで何か困り事を抱えている場合や、今使用している素材から変更を検討している等の場合には、ぜひ当社にご相談下さい。
RECOMMENDあなたへのおすすめ
-
NEW
-
2025/09/17
TECHNOLOGY
【ベルト加工Blog】短周長タイミングベルトの特殊エンドレス
-

NEW
-
2025/05/21
TECHNOLOGY
【ベルト加工Blog】 蛇行防止ガイド(Vガイド)の加工例
-
NEW
-
2025/04/16
CREATIVITY
【設計・製作Blog】自動接着剤塗布機の製作