

ブログBLOG
2026/03/04
TECHNOLOGY
【ベルト加工Blog】溶着加工部の強度検査について
こんにちは。




製造部Yです。
今回は搬送用ベルトにおける付帯加工の強度検査についてご紹介します。
目次
■溶着加工の強度検査
クレタスでは多種多様な搬送用ベルトに様々な形の蛇行防止ガイドや桟を取り付ける「溶着加工」をしています。
軽搬送用ベルトの多くは、熱可塑性ポリウレタンまたは塩化ビニルという素材でできています。
熱可塑性というのは加熱によって軟化して溶け合い、冷めると硬化して加熱前と同じ性質を維持するという性質のことです。
この性質を利用し、ベルト材と同材質のブロック(またはシート)を使って加熱して溶かし合わせ、一体化させる加工を「溶着」と呼んでいます。
溶着は同じ材質のものを一体化させる加工ですので、一般的に接着よりも強固に結合させることが可能です。
但し、充分な溶着強度を得るための加工条件(温度や時間)は、下記のような複数の要件の影響を受けて変化します。
《加工条件に影響するもの》
季節(周りの気温) ・材質 ・材料硬度 ・桟材料の形状 ・材料のロット ・使用する加工機
このため製品の加工前には毎回、製品と同じロットの材料を使用した供試品による強度検査を実施し、十分な強度を得るために必要な加工条件を決定しています。
■蛇行防止ガイド(縦桟)
ベルト裏面に溶着する『蛇行防止ガイド(蛇行レス・縦桟)』は、ベルトメーカーによって強度基準となる規定値がサイズごとに設定されています。
下の写真は蛇行防止ガイドの張力検査の様子です。
加工する製品と同じベルト材、ガイド材を部分的に溶着した供試品を用意し、規定値以上の張力があるかどうかの検査をします。
【手順】
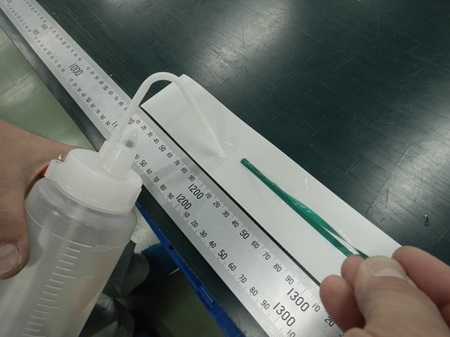
① ガイド端の溶着されていない部分を専用治具で挟む。(写真①)
② 治具にプッシュプルスケールを繋げて引っ張り、張力を測定する。(写真②)
③ 測定値が規定値以上であることを確認し、製品ロットごとの記録フォームに測定値を記入する。
④ 供試品の加工と同じ条件で製品の加工を開始。
▼写真①
▼写真②
▼プッシュプルスケール … 張力の測定器
■マーキング加工
搬送用ベルトの表面に目印を付けるマーキングも、熱可塑性ポリウレタン材を使用した溶着加工です。
マーキング加工では、強度目安となる張力の設定はなく、供試品のシートが切れるまで引っ張るという破壊検査をして強度の確認を行ないます。
【手順】
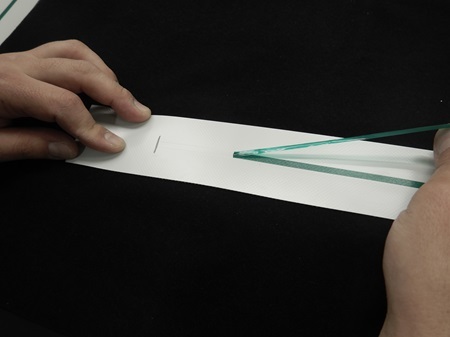
① マーキング用シート端の未溶着部分を引っ張りながら、規定の溶剤をかける。(写真①)
② マーキングが剥がれてしまった場合は強度不足と判定。(写真②)
加工条件を見直す。
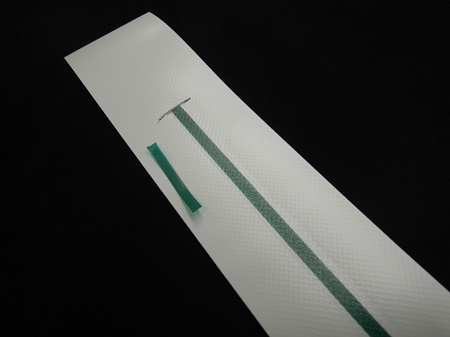
③ 加工端部から、未溶着部分のみ千切れた場合はベルト表面にしっかり付いていると判定。(写真③)
④ 合格品の加工と同じ条件で製品の加工を開始。
▼写真①
▼写真②【マーキング強度検査NG】 ※黒い線が加工端部
▼写真③ 【マーキング強度検査OK】 ※加工端部(黒い線)でシートが千切れている
■横桟(プロファイル)
ベルト表面にはご用途に合わせた様々な形状の桟を溶着することがあります。
桟形状、大きさの違いに関わらず、溶着強度は供試品による破壊検査によって確認します。
【手順】
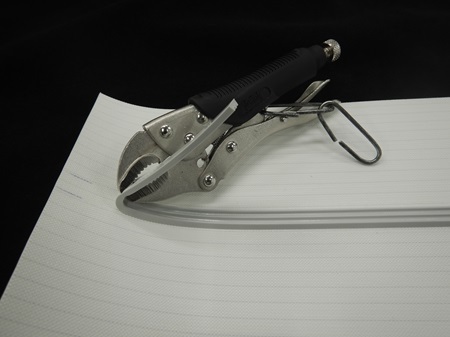
① 供試品の桟部分をペンチで掴んで捻る。
② 桟部分だけが剥離した場合は強度不足と判定。(写真①)
加工条件を見直す。
③ 力いっぱい捻っても桟が溶着部から剥離することなく、さらに力を入れて引っ張り、
溶着部以外の部分が先に破壊された場合は溶着部の強度は合格と判断。
(例)
・ペンチで挟んだ力で桟材が破断
・ベルト表面のウレタン層が桟と一緒にくっついて剥がれ、芯体が露出(写真②)
④ 合格品の加工と同じ条件で製品の加工を開始。
▼写真①【溶着強度検査NG】 ※ベルト表面から桟だけ剥離
▼写真②【溶着強度検査OK】 ※ベルト表面のウレタンが桟と一緒に剥がれ、ベルト芯体が露出
当社では、このように加工ロットごとに毎回強度検査を行ないながら、確実な溶着加工を実施しております。
搬送ベルトの加工についてのご相談は、問い合わせフォームよりお気軽にお寄せ下さい。
RECOMMENDあなたへのおすすめ
-
NEW
-
2026/03/04
TECHNOLOGY
【ベルト加工Blog】溶着加工部の強度検査について
-
NEW
-
2025/09/17
TECHNOLOGY
【ベルト加工Blog】短周長タイミングベルトの特殊エンドレス
-

NEW
-
2025/05/21
TECHNOLOGY
【ベルト加工Blog】 蛇行防止ガイド(Vガイド)の加工例