ゴム加工RUBBER PROCESSING
ゴムの接着加工・溶着加工
◆ゴムの接合方法
接着剤、または両面テープを用いる接合方法です。
ゴム同士には主に接着剤が使用され、ゴムと他部材の接合時には接着剤や両面テープ、両面テープと接着剤の組み合わせなどの方法で接合を行う場合もあります。
接着剤も両面テープも、素材に合わせた選定が必要な事は変わりません。
溶着加工とは、母材を溶かして一体化させることで接合する方法です。
『熱可塑性エラストマー』と呼ばれる、ポリウレタンなどの材料で適用することができます。
一般的に『ゴム』と呼ばれるているものは、主に『熱硬化性エラストマー』の分類になるので、基本的には溶着加工を行うことは出来ません。
※エラストマーとは、ゴム状弾性を持った高分子物質の総称です
◆ゴムの接着加工
溶着加工とは、接着剤を用いて2つ以上の部材を結合させる加工です。
接着剤に含まれる水や溶剤が化学反応を起こして固まることで結合が起こります。
接着剤は種類が多く、何と何を接着させるかによって適した接着剤が異なります。
シリコーンゴムのように離型性の高い材料の場合は、接着強度が弱くなるため、専用の接着剤を選ぶ必要があります。
接着剤によっては人体に悪影響のある揮発物質を含むものもあるので、換気設備など安全に取り扱うための環境が整っていない工場では、使用を制限しなければならないこともあります。
接着剤よりもより手軽な接着方法として、両面テープでの接着も一般的です。
工業用の両面テープは種類も豊富なので、接着剤同様に用途や素材の種類に応じて、適したものを選択する必要があります。
接着加工を上手く使えば、本来であれば材料が無駄になってしまう形状でも、材料ロスを最小限に抑える工夫ができます。
例えば、ゴム板から額縁形状を切削加工で作る場合などで、そのまま加工すると内側のくり抜かれた部分がロスになってしまいますが、細い短冊状の材料4枚を使って同じ形状を作るなどの対応をすれば、材料コストを下げることも可能です。

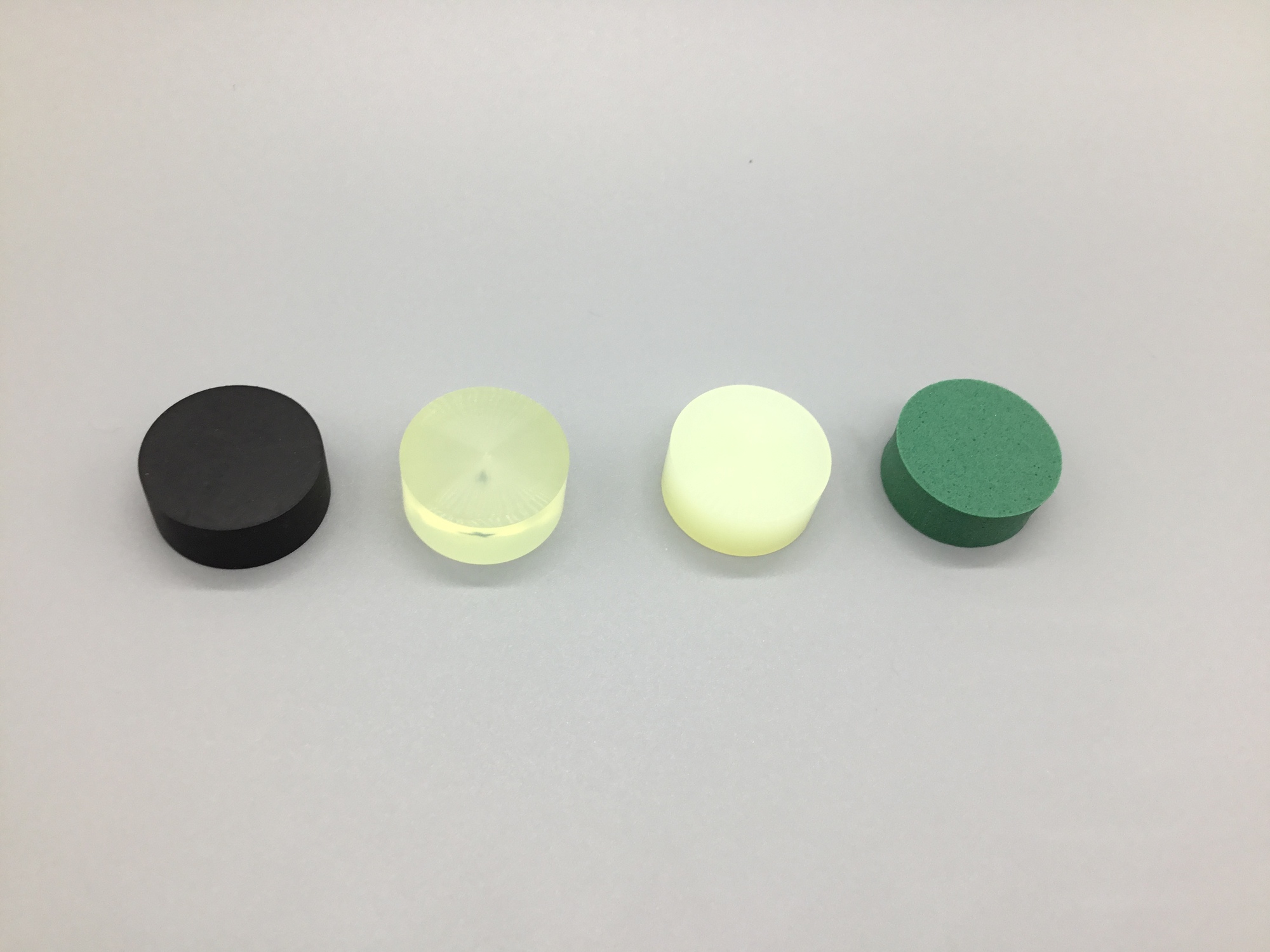
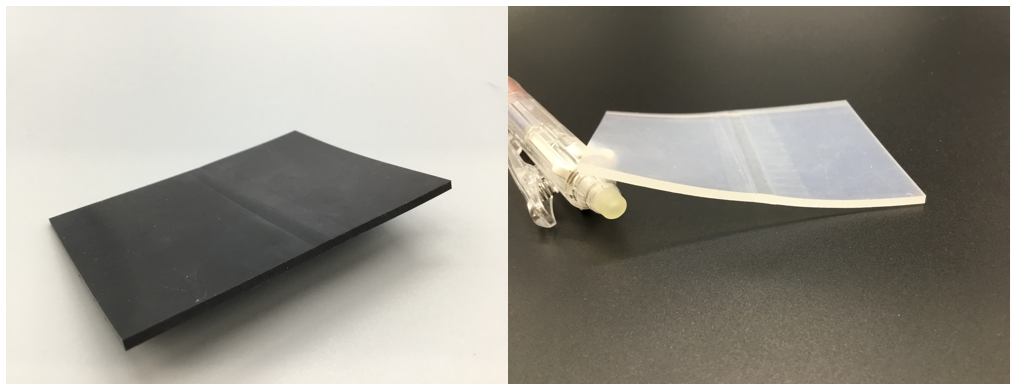
◆ゴムシートの加硫接着
|
|
色 | 硬度(ショアA) | 厚み(抜粋) | 食品衛生法(※) |
|
シリコーンゴム |
乳白色 | A50 / A70 | A50: 0.5mm ~ 10mm A70: 2mm、3mm |
〇 |
|
高引裂シリコーンゴム |
乳白色 |
A50 |
1mm ~ 5mm | 〇 |
|
フッ素ゴム |
黒色 | A80 | 1mm ~ 8mm | 〇 |
|
クロロプレンゴム(CR) |
黒色 / 白色 | A60 | 0.5mm ~ 10mm | |
|
ニトリルゴム(NBR) |
黒色 | A60 | 1mm ~ 5mm | |
|
EPDM |
黒色 / 白色 |
A65 | 1mm ~ 5mm |
|
※=食品衛生法(厚生省告示307号)適合

◆熱可塑性ポリウレタンの溶着加工
熱可塑性エラストマーというカテゴリの中で、広く使用されていて当社でも取り扱いが多い、ポリウレタンの溶着について紹介します。
熱可塑性とは、『加熱すると軟化して変形し、冷めると硬化する』という現象を繰り返すことができる性質です。
この性質を利用して、一度シート状にしたものの一部を繋げたり、別々に成型加工や機械加工で作った形状同士をつなげて更に立体的な複雑な形状にするといったことが可能になります。
当社で取り扱っている中では、『搬送用ベルト』や『搬送用タイミングベルト』の加工が、代表的なポリウレタン溶着加工になります。
加工方法にはいくつか種類がありますが、基本的には『樹脂加工-接着・溶着加工』内の『溶着加工の種類』に記載している説明と同じになります。
高周波エネルギーの電界作用で被加熱物(誘電体)を発熱させる、高周波誘電加熱法で結合させる加工方法です。
高周波用の金型(電極型)で被加熱物の樹脂を挟み、圧力をかけながら高周波電界を加えると、分子レベルの振動・摩擦などにより物質内部から熱が発生し、被加熱物を溶かして融合、溶着されます。
溶かしたい部分を狙って加熱できるので、その他の部位への熱影響が少なく抑えられるのが特徴です。
超音波振動を『ホーン』と呼ばれる共鳴体の先端から被加熱物に伝え、摩擦熱で樹脂や金属を接合する方法です。
ほぼ全ての熱可塑性樹脂に適用できることや、加工時間が非常に短いなど多くのメリットがあります。
その反面、加工形状に合わせてホーンを準備する必要があり、高額な初期費用が発生する場合があることや、大きな部品や複雑な形状、立体的な形状などの溶着が難しいといったデメリットもあります。